What is a Bearing Scraper?
A bearing scraper is a precision hand tool used to remove high spots, smooth metal surfaces, and cut oil grooves on soft metal bearings — most commonly Babbitt (white metal) or bronze engine bearings. By scraping rather than machining, an engineer achieves a custom, interference-free fit between a bearing and its mating shaft or journal. The result is correct geometry, uniform contact, and reliable hydrodynamic lubrication.
Scraping predates modern CNC machining and remains irreplaceable in applications where the final micron-level fit matters: marine engine overhauls, machine tool reconditioning, and heavy industrial bearing maintenance. No grinding wheel or boring bar can replicate what a skilled hand with a scraper achieves.
Why Scraping Is Still Relevant
With precision grinding and CNC boring available, the persistence of hand scraping in workshops and engine rooms demands an explanation. The answer lies in what scraping uniquely accomplishes.
Machining removes material uniformly but leaves microscopic tool marks and residual form errors. Scraping removes material selectively — only the high spots — guided by the engineer’s own assessment of the contact pattern. The outcome is a surface that conforms exactly to its mating part, not to an abstract dimensional tolerance.
For marine bearings specifically — main bearings, top-end bearings, bottom-end bearings, thrust bearings, and pedestal bearings — the functional requirements are demanding:
- Allowing precise relative motion between rotating and stationary components
- Transmitting heavy cyclic loads without distortion or fretting
- Removing frictional heat through the lubricant film
- Maintaining alignment under operating conditions
None of these functions tolerate uneven contact or high spots that concentrate load. Scraping is the method that eliminates them.
Construction of a Bearing Scraper
All bearing scrapers share a common anatomy, though proportions and blade geometry vary by type.
| Component | Material | Function |
|---|---|---|
| Hanger | Steel | Small hole at the top for hanging/storing the tool upright |
| Handle | Hardwood (typically beech or ash) | Grip and control — usually circular cross-section |
| Shaft / Shank | Hardened or tempered carbon steel | Transmits force from handle to blade; provides rigidity |
| Blade | High-carbon or tool steel | The cutting element — geometry varies by scraper type |
The blade is the working end, and its geometry determines what the tool can do. Blades must be kept very sharp — a dull blade scores rather than scrapes, leaving torn metal instead of a clean, flat surface.
Types of Bearing Scrapers
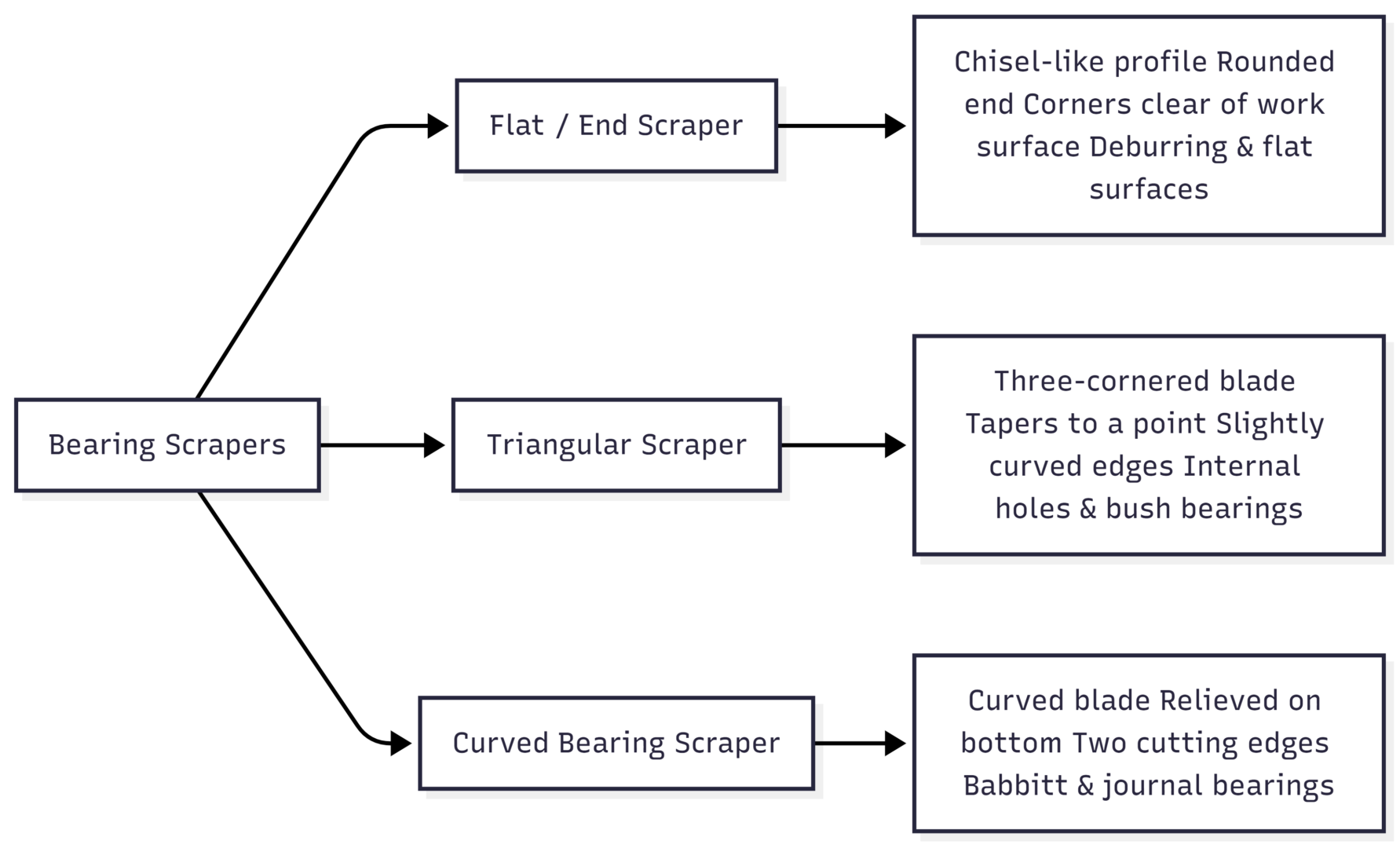
There are three primary types, each suited to different scraping tasks.
Flat (End) Scraper
Also called an end scraper, this tool resembles a wide chisel. Its end is slightly rounded rather than squared off — this prevents the corners from digging into the workpiece and leaving score marks. It is applied to the work in a similar manner to a chisel, making contact with the flat end.
Flat scrapers are most useful for working on large flat mating surfaces, machine tool slideways, and surface plates. They are also effective for removing visible burrs from edges before the finer scraping work begins.
Useful flat scrapers can be made from old files by grinding off the teeth and honing the end to a smooth, keen edge — a common workshop practice for decades.
Triangular Scraper
The triangular scraper has a three-cornered blade that tapers to a point. Although the blade tapers, the edges are not straight — they curve slightly along their length. This curvature is intentional: it allows a portion of a curved surface to be contacted cleanly, which a flat edge cannot do.
The primary applications for triangular scrapers are deburring the internal edges of drilled holes and smoothing the internal surfaces of bush-type bearings. The three edges give the user three cutting surfaces to work with before sharpening is needed.
Small triangular scrapers are often made with a knurled metal handle rather than wood, allowing finer control in tight spaces.
Curved Bearing Scraper
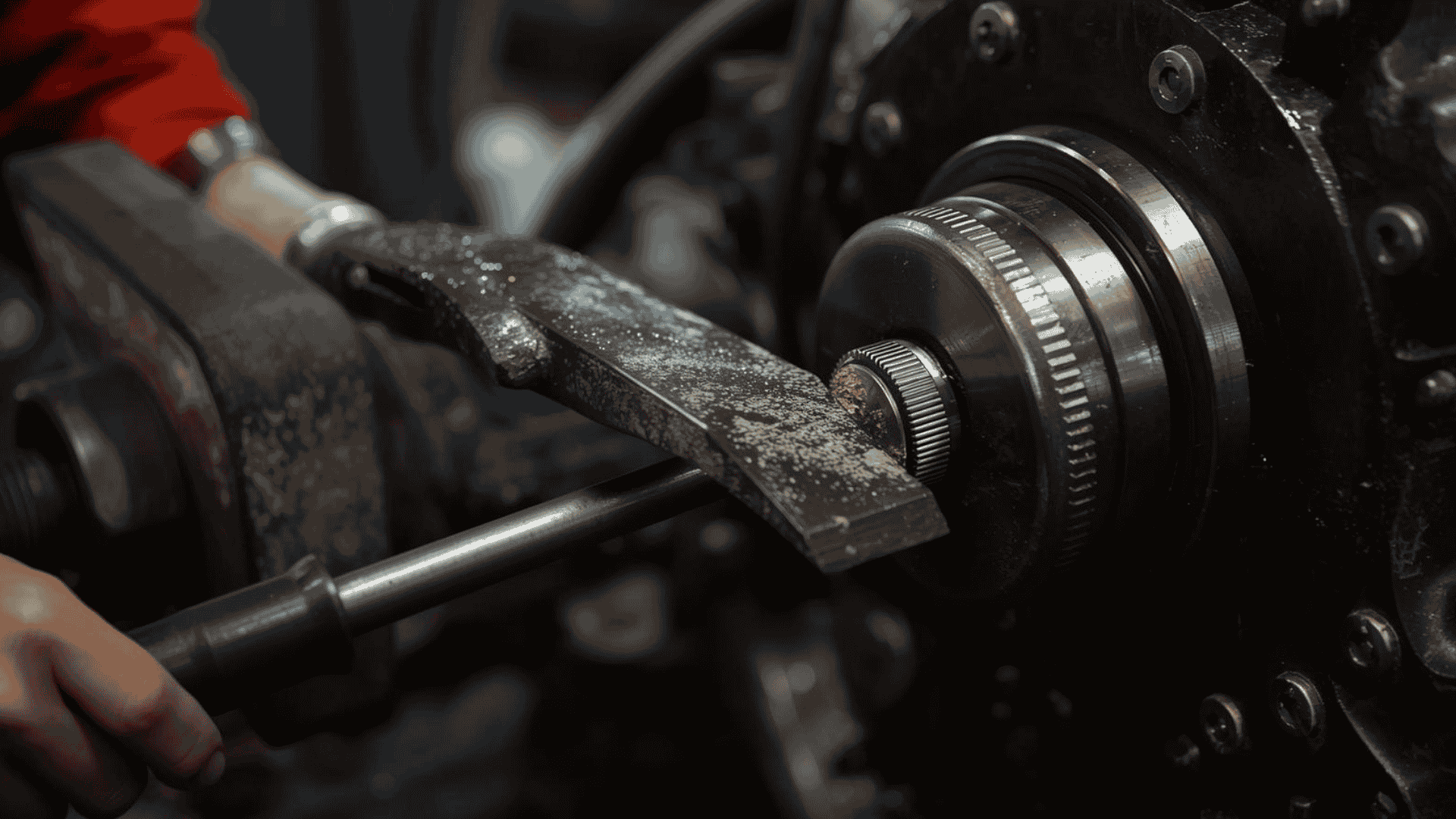
The curved bearing scraper is the type most associated with engine bearing work. It has a curved blade with two cutting edges that meet at a rounded end or a point, and its underside is relieved (ground away slightly) to reduce the contact area and improve cutting control.
The integral shank is fitted with a wooden handle. The curved geometry allows the blade to follow the concave surface of a journal bearing or crankshaft main bearing without digging in at the edges. This makes it the correct tool for fitting Babbitt bearings in diesel engines, steam engines, and marine propulsion machinery.
An important distinction: the curved scraper facilitates light, controlled scraping. It is not used to remove large volumes of metal — that work is done with files or by re-melting and re-pouring Babbitt. The scraper refines.
Key Applications
| Application | Scraper Type | Purpose |
|---|---|---|
| Fitting Babbitt/white metal bearings | Curved bearing scraper | Match bearing surface to crank journal |
| Removing high spots | Any type, guided by bluing | Achieve uniform contact pattern |
| Cutting oil grooves | Curved or flat scraper | Allow lubricant distribution across bearing surface |
| Deburring drilled holes | Triangular scraper | Smooth internal edges of bush bearings |
| Reconditioning machine slideways | Flat / end scraper | Restore flatness and alignment of lathes, mills |
| Clearing shaft radius relief | Curved scraper | Prevent bearing from riding on shaft fillet radius |
| Removing cylinder ridge | Sharp flat scraper | Eliminate ring travel shoulder before fitting new rings |
How Bearing Scraping Is Done
The scraping process is methodical. Rushing any stage produces a worse result than the original machined surface.
Preparation
Before touching the scraper to the bearing, several preparation steps are mandatory:
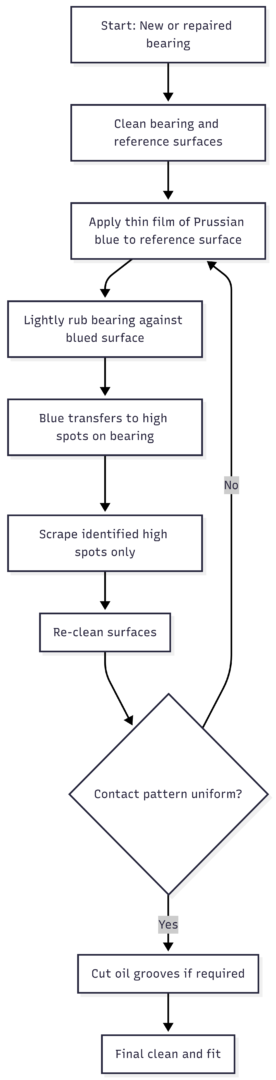
- Clean all surfaces thoroughly. Any grit or contamination between the bearing and reference surface will give false high-spot readings.
- Identify high spots using Prussian blue (machinist’s blue). Apply a thin, even film of Prussian blue to the reference surface (the shaft journal or a calibrated surface plate). Bring the work surface lightly against it. The blue transfers to the high spots on the bearing surface — those are the areas to be scraped.
- Remove visible burrs first. Use a file to knock off any obvious burrs before scraping. Attempting to scrape a burred surface will produce inaccurate contact readings.
- Test fit before scraping. For camshaft bearings, rotate the shaft once after fitting to identify the actual contact pattern. Never attempt to remove several thousandths of an inch in one scraping session on a large surface.
Scraping Technique
Bearing scrapers are used with a positive contact angle in most situations. The correct grip and motion:
- Rest the left wrist on the workpiece or the vice if the work is mounted there
- Left hand grips near the blade and guides it; the right hand holds the handle
- The blade slides over the work surface with a pushing or pulling motion from the wrist
- The operator creates a cross-hatch or checkerboard pattern of scraping marks to ensure high spots are removed evenly and oil pockets are formed
When working in a position where one hand cannot be properly supported — overhead work, or scraping in a confined space — switch to a negative contact angle. This prevents the blade from digging in and chattering across the surface, which would leave score marks rather than a clean scraped finish.
After scraping the identified high spots, re-apply Prussian blue to the reference surface and repeat the test contact. The goal is a uniform distribution of contact marks across the full bearing surface, not concentrated patches.
Sharpening and Care
A bearing scraper is only as good as its cutting edge. A sharp scraper cuts cleanly; a dull one tears and scores.
Sharpening procedure:
- Grind the underside (bottom face) first on the flat face of a smooth grinding wheel
- Hand-hone or oilstone the edge to a fine, smooth finish
- For triangular scrapers, grind a smooth curve on each face before honing
- For end scrapers, grind a smooth radius on the end before honing out the grinding marks
Overheating during grinding causes the tool steel to soften — this is irreversible and destroys the temper of the blade. Use light passes, keep the tool cool, and do not press hard against the wheel.
Irregularities or flat spots on the blade, and ragged cutting edges, will score the work surface. The honing stage after grinding is not optional.
Storage:
- Never store scrapers alongside spanners, files, or other hard tools
- Wrap the blade in oiled rag to protect the cutting edge from contact damage
- Use the hanger hole to store the tool upright in a designated location
| Maintenance Task | Frequency | Method |
|---|---|---|
| Hone cutting edge | Before each use if needed | Fine oilstone or whetstone |
| Full regrind | When edge is chipped or significantly worn | Smooth grinding wheel, then hone |
| Clean and oil blade | After each use | Wipe with oiled rag before storage |
| Inspect handle | Periodically | Check for cracks or looseness — replace if insecure |
Bearing Scraper Specifications and Pricing
Bearing scrapers are available from engineering suppliers and specialist toolmakers in a range of sizes. Carbon steel construction is standard; some premium versions use high-speed steel (HSS) blades for extended edge life.
| Type | Blade Length | Handle | Material | Typical Price (USD) |
|---|---|---|---|---|
| Triangular scraper (small) | 100–150 mm | Wood or knurled metal | Carbon steel | $8–$20 |
| Triangular scraper (large) | 200–250 mm | Wood | Carbon steel | $15–$35 |
| Curved bearing scraper | 150–200 mm | Wood | Carbon steel | $15–$40 |
| Flat / end scraper | 150–300 mm | Wood | Carbon steel | $10–$30 |
| Set (all three types) | Varies | Wood | Carbon steel | $30–$80 |
| HSS blade (curved) | 150–200 mm | Wood | High-speed steel | $40–$90 |
Prices vary by brand, supplier, and region. Industrial quality tools from brands such as Spear & Jackson or equivalent engineering suppliers sit at the higher end of the range.
Scrapers vs. Other Finishing Methods
It is worth understanding where scraping sits relative to other surface finishing approaches, particularly for engineers who may have access to grinding or boring equipment.
| Method | Best For | Limitation |
|---|---|---|
| Hand scraping | Custom fit to specific mating surface, repair work, final precision | Slow; requires skill |
| Cylindrical grinding | High-volume bearing bore finishing | Cannot account for individual shaft geometry |
| Honing | Cylinder bores, hydraulic components | Removes material uniformly, not selectively |
| Lapping | Very fine flat surfaces, valves | Not suitable for concave bearing surfaces |
| Filing | Initial material removal, burr removal | Too coarse for final fit |
Scraping remains the only method that achieves a true custom fit between two specific mating surfaces. Grinding and honing produce surfaces that conform to a dimensional standard — scraping produces surfaces that conform to each other.
Summary
A bearing scraper is not a relic of an earlier era of manufacturing — it is a precision tool that serves a function no machine can fully replicate. For marine engineers overhauling engine bearings, for machinists reconditioning slideways, and for toolroom work where the final micron-level contact pattern determines whether a machine runs true, hand scraping with the correct tool remains the definitive method.
The three types — flat, triangular, and curved — each address specific geometries and tasks. Mastering their use, keeping them properly sharpened, and following a disciplined scraping methodology produces bearing fits that outperform what any boring bar or grinder can deliver for repair and maintenance applications.
Happy Boating!
Share What is a Bearing Scraper? with your friends and leave a comment below with your thoughts.
Read 6 Practical Tips On Improving Boiler Efficiency for Professional Marine Engineers until we meet in the next article.