6 Practical Tips On Improving Boiler Efficiency for Professional Marine Engineers
Boiler efficiency is one of the most consequential responsibilities a marine engineer manages on board. Unlike many machinery systems, the boiler doesn’t operate in isolation — it directly supports the main engine, cargo heating systems, fuel oil heating, accommodation services, and dozens of auxiliary functions. A drop in boiler performance sends ripple effects through the entire ship’s operation.
Understanding what drives boiler efficiency — and what quietly erodes it — is what separates a competent engineer from an exceptional one. This guide breaks down six critical areas that determine boiler performance, with practical guidance for each.
Understanding Boiler Efficiency: The Formula
Before diving into improvement strategies, it’s worth grounding the discussion in how boiler efficiency is actually calculated.
Direct efficiency formula:
η = (Energy Output / Energy Input) × 100
Which expands to:
E = [Q × (H − h) / q × GCV] × 100
Where:
- Q = Quantity of steam generated (kg/hr)
- H = Enthalpy of steam (Kcal/kg)
- h = Enthalpy of feed water (Kcal/kg)
- GCV = Gross calorific value of the fuel
In practice, the goal is straightforward: maximise steam output per unit of fuel consumed, while minimising heat losses through flue gas, radiation, blowdown, and incomplete combustion.
The Six Key Factors

1. Feed Water Temperature
Feed water is the primary input to the boiler system, and its temperature has a direct relationship with fuel consumption and steam output. The recommended operating range is 80–85°C. At this temperature, the water requires less energy to convert to steam, reducing burner firing time and fuel burn.
When feed water temperature drops below this range, the burner must compensate by running longer cycles. Every unnecessary firing cycle is wasted fuel. The effect compounds over a voyage.
The hot well is the key monitoring point. A sudden drop in hot well level typically means cold makeup water is being added to maintain level — which drags down the average feed water temperature without triggering an obvious alarm. Engineers should check both temperature and level, not just one or the other.
| Condition | Effect on Efficiency |
|---|---|
| Feed water at 80–85°C | Optimal — minimum heat input required |
| Feed water below 60°C | Increased fuel consumption, longer burner cycles |
| Hot well level drop | Cold water addition dilutes feed temperature |
| Faulty level controller | Uncontrolled cold water addition, sustained inefficiency |
Pro tips:
- Maintain feed water temperature between 80 and 85°C at all times
- Verify that the hot well level controller is operating correctly
- Monitor feed water temperature as a routine watchkeeping task, not just during alarms
2. Air-to-Fuel Ratio and Combustion Control
Combustion quality is one of the largest levers on boiler efficiency, and one of the most frequently mismanaged. For fuel oil-fired marine boilers with register-type burners, the air requirement for efficient combustion is approximately 15–20% excess air by weight.
Too little air and combustion becomes incomplete — carbon monoxide forms, soot builds up, and less heat is released from the fuel. Too much air, and the excess cold air passes through the furnace, picking up heat and carrying it out the stack as wasted energy. Every 1% reduction in excess air supply results in approximately 0.6% improvement in overall boiler efficiency.
The correct approach is to use a flue gas analyser to monitor combustion gas composition — oxygen, carbon dioxide, and carbon monoxide levels — and adjust the air-fuel ratio accordingly. This should be done at regular intervals and whenever the boiler load changes significantly.
| Excess Air Level | Consequence |
|---|---|
| Below minimum | Incomplete combustion, CO formation, soot |
| 15–20% (optimal) | Clean, efficient combustion |
| Above 30% | Increased flue gas losses, reduced efficiency |
| Highly excessive | Stack temperature rises, visible efficiency drop |
Pro tips:
- Reduce excess air to within the required range — avoid both extremes
- Know the stoichiometric air-fuel ratio for your boiler at its current rating
- Use a flue gas analyser to track combustion gas content and adjust burner settings
3. Structural Integrity and Insulation
The boiler shell does more than contain pressure — it keeps the heat where it belongs. Structural damage, insulation failure, and refractory deterioration all allow heat to escape the system before it has been transferred to the water. Each of these losses directly degrades boiler efficiency.
Refractory lining protects the shell from the intense radiant heat of the furnace. When refractory becomes damaged or cracked, hot spots develop on the shell. Left unaddressed, this leads to shell deformation, cracking, and eventually a dangerous failure. Refractory condition should be inspected at minimum once a month.
Insulation on the outer shell reduces radiation losses. Damaged insulation doesn’t just waste heat — in a poorly ventilated engine room, it raises ambient temperature and increases the thermal load on other equipment. Black discolouration or “hot spots” visible on the external shell plates are a warning sign that should be investigated immediately, as they indicate internal cracking or leakage.
Leakage from the boiler shell itself, while more dramatic in consequence, often begins with subtle deformation or bulging that’s detectable on routine inspection.
Pro tips:
- Inspect refractory condition monthly and replace damaged sections promptly
- Check external shell plates for black spots, which can indicate internal cracks and leakage
- Maintain shell insulation to minimise heat radiation losses
4. Blowdown Control
Blowdown is one of those maintenance tasks that gets deferred until a problem forces the issue — and that’s exactly the wrong approach. When blowdown is only performed in response to high chloride readings or a high conductivity alarm, the inevitable result is a long, continuous blowdown that dumps a significant volume of high-temperature water overboard.
That water represents both a direct energy loss and a thermal shock to the system. After a large blowdown, the boiler must be refilled with cooler feed water from the hot well, and the burner runs extended cycles to restore steam pressure. Fuel consumption spikes, and the efficiency graph takes a hit that can last for hours.
The correct approach is regular, brief blowdowns — short enough that heat loss is minimal, but frequent enough to keep chloride and dissolved solids within limits. This practice also reduces thermal cycling stress on the boiler shell and drum internals.
For boilers with continuous blowdown systems, the blowdown rate should be actively controlled based on dissolved solids measurement rather than left running at a fixed rate regardless of load or water condition.
Blowdown approach comparison:
| Approach | Heat Loss | Chloride Control | Boiler Stress |
|---|---|---|---|
| Reactive long blowdown | High | Inconsistent | High thermal shock |
| Regular short blowdown | Low | Consistent | Minimal |
| Continuous uncontrolled | Moderate but ongoing | Variable | Moderate ongoing |
| Controlled continuous | Low, managed | Precise | Minimal |
Pro tips:
- Avoid long, continuous blowdowns — they waste heat and cause thermal stress
- Perform regular short blowdowns to maintain water quality proactively
- Monitor chloride content as a routine task rather than waiting for alarms
5. Boiler Load Management
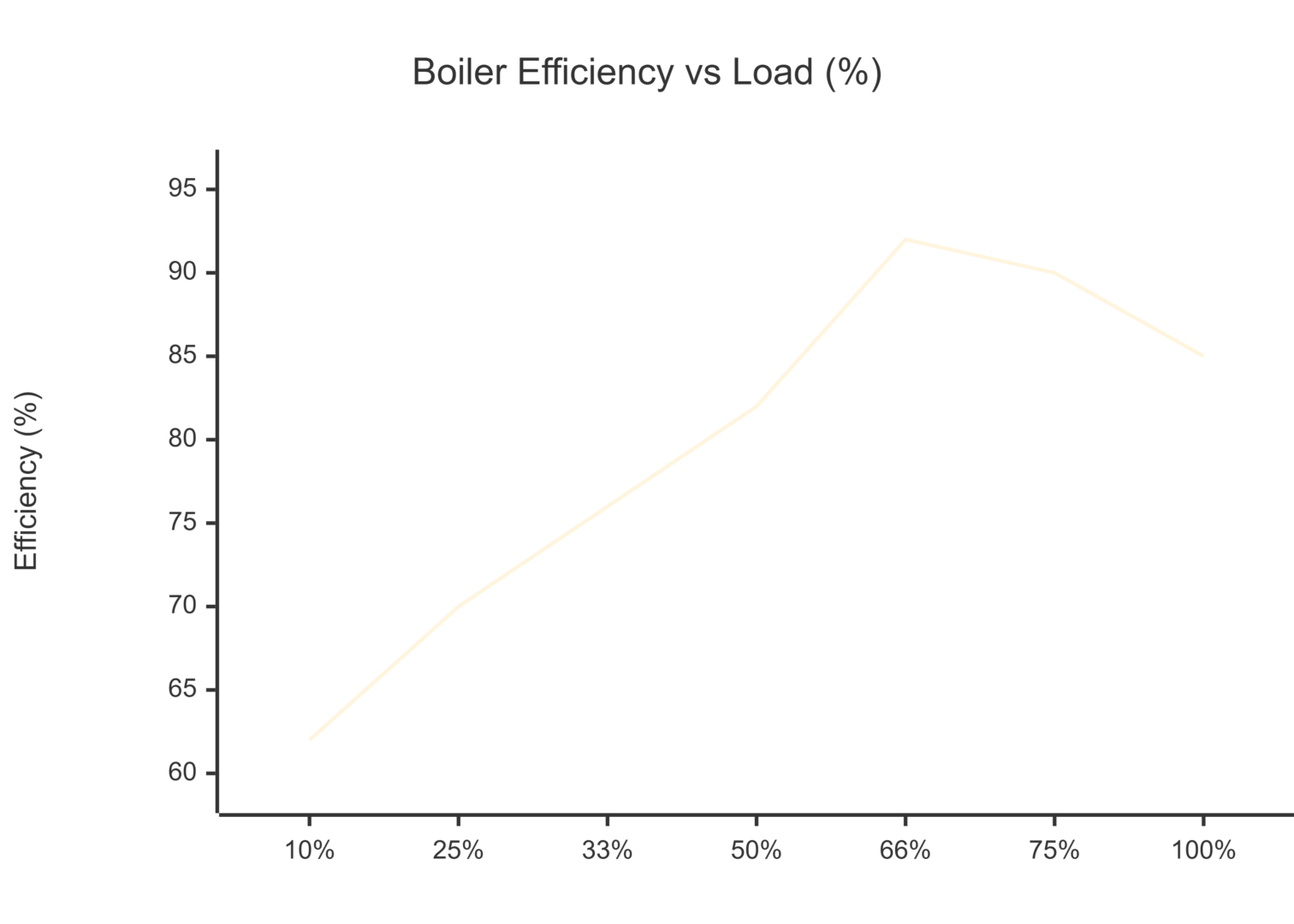
Ships operating with multiple boilers or auxiliary steam generators have an additional variable to manage: load distribution. The relationship between load and efficiency is not linear, and understanding the curve matters.
The optimal operating point for maximum boiler efficiency is approximately two-thirds (2/3) of full load. This is where combustion is most complete, excess air is easiest to control, and heat transfer to the water is most effective. Below 50% load, the burner operates in shorter, less efficient cycles, and the air-to-fuel ratio becomes harder to optimise. Below 25% load, efficiency drops significantly.
The practical implication for multi-boiler ships: it is more efficient to run one boiler at high load than two boilers at low load. If the steam demand is low enough that both boilers would be operating below their optimal range, one should be shut down and the full demand handled by a single unit at a higher, more efficient load point.
Pro tips:
- Target 2/3 of full load for peak efficiency
- Avoid operating below 25% load — efficiency drops sharply in this range
- On multi-boiler vessels, consolidate load onto fewer units rather than spreading across more
6. Soot Deposit Management
Oil-fired boilers accumulate soot on tube surfaces and internal boiler components over time. Soot is an excellent thermal insulator — and that’s precisely the problem. When soot coats heat exchange surfaces, it reduces the rate at which heat transfers from flue gas to water, forcing more fuel to be burned to achieve the same steam output.
The relationship is quantifiable and significant. An estimated 1% efficiency loss occurs for every 22°C rise in stack temperature. Additionally, a soot layer just 3mm thick can increase fuel consumption by approximately 2.5% due to elevated flue gas temperatures.
Monitoring stack temperature is the most practical early warning system. A dial-type thermometer installed at the base of the stack allows watchkeepers to track flue gas temperature continuously. When the stack temperature rises approximately 20°C above the baseline for a freshly cleaned boiler, it is time to remove soot deposits from the tubes and heat exchange surfaces. Economiser tubes should be cleaned on the same schedule.
| Soot Thickness | Impact |
|---|---|
| Clean (0 mm) | Baseline efficiency |
| 1.5 mm | Approx. 1.25% increase in fuel consumption |
| 3 mm | Approx. 2.5% increase in fuel consumption |
| 6 mm | Significant fuel penalty; increased risk of tube damage |
Stack temperature rise also indicates when economiser performance is degrading, so the same measurement serves multiple diagnostic purposes.
Pro tips:
- Install a dial-type thermometer at the base of the stack for continuous monitoring
- When stack temperature rises 20°C above the clean-boiler baseline, initiate soot removal
- Clean economiser tubes on the same schedule as boiler tubes
Additional Efficiency Measures Worth Implementing
Beyond the six core factors, several supplementary practices can compound the gains:
Economiser installation and maintenance. An economiser recovers heat from exhaust flue gases to preheat feed water before it enters the boiler. If the vessel has an economiser, ensuring it remains clean and functional is essential. A fouled or bypassed economiser is a significant source of waste.
Condensate return. Steam that has done its work in heating or process equipment condenses back to hot, clean water. Returning this condensate to the feed system instead of discharging it reduces both fuel consumption (less heating required) and chemical treatment costs (condensate is already treated and free of dissolved solids).
Steam trap surveys. Failed steam traps that stick open allow live steam to pass directly into the condensate system without doing useful work. A systematic survey of steam traps — particularly on ships with extensive steam distribution systems — can identify significant waste points.
Combustion air preheating. Where equipment permits, preheating the air entering the burner reduces the amount of fuel needed to achieve combustion temperature. Even modest increases in intake air temperature — around 40°F (22°C) — can reduce fuel consumption by approximately 1%.
Summary
| Factor | Target / Benchmark | Key Risk if Ignored |
|---|---|---|
| Feed water temperature | 80–85°C | Increased fuel burn, longer cycles |
| Excess air | 15–20% by weight | Soot, CO, or flue gas losses |
| Refractory inspection | Monthly | Shell damage, localised overheating |
| Blowdown practice | Short and regular | Heat loss, thermal stress |
| Boiler load | ~66% of full | Poor combustion, high air losses |
| Stack temperature | Within 20°C of clean baseline | 1% efficiency loss per 22°C rise |
Boiler efficiency isn’t maintained through any single action — it’s the product of consistent, disciplined attention to multiple interacting factors. The engineers who understand these relationships and monitor them systematically are the ones who keep fuel consumption under control, extend equipment life, and minimise the risk of unexpected failures at sea.
Happy Boating!
Share 6 Practical Tips On Improving Boiler Efficiency for Professional Marine Engineers with your friends and leave a comment below with your thoughts.
Read Important Things To Check In Ship’s Engine Bedplate until we meet in the next article.